

- 企业
- 供应
- 求购
- 资讯
铝及其合金是工程应用最广泛的结构材料之一。传统的铝合金零件通过铸造、锻造和粉末冶金等方法制造,与这些传统制造过程相关的工具设备增加了制造成本和交付周期。3D打印技术由于为制造设计提供了丰富的自由度而广泛应用于工程零件的制造。现有3D打印技术中,选择性激光熔化(SLM)是发展最为广泛的方法之一。但是SLM工艺中的冶金缺陷如许多裂纹、球化和气孔导致只有有限数量的金属适合该种工艺,且具备满足要求的密度、微观结构和强度。
近期,中南大学粉末冶金研究院李瑞迪研究员和新西兰奥克兰大学、中车工业研究院有限公司等单位合作通过对合金元素进行调控和热处理工艺的探索,发展了一种适用于SLM制备工艺,具有良好抗裂性和高强度Al-Mg-Si-Sc-Zr合金。相关论文以题为“Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: crack-inhibiting and multiple strengthening mechanisms”于4月13日在金属材料顶级期刊《Acta Materialia》在线发表。
论文链接:
https://doi.org/10.1016/j.actamat.2020.03.060

在该项工作中,研究人员设计了一系列Al-Mg(-Si)-Sc-Zr合金,并用雾化合金粉末进行3D打印制备。在没有Si元素的情况下,Al-xMg-0.2Sc-0.1Zr(x=1.5,3.0,6.0wt.%)合金在制备过程中均易发生热裂纹,平均裂纹密度随Mg含量的增加而增大。发现在Al-6Mg-0.2Sc-0.1Zr合金中加入1.3wt%的Si能够有效地抑制SLM过程中的热裂纹,同时细化制备合金的微结构,从而提高打印试样的力学性能。
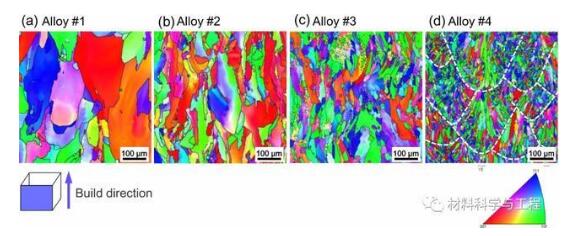
图1:不同成分的打印样品晶粒尺寸和形貌EBSD分析结果:(a)1.5 wt%Mg,合金1;(b)3.0 wt%Mg,合金2;(c)6.0 wt%Mg,合金3;(d)6.0 wt%Mg+1.3 wt%Si,合金4。晶体学取向用倒极图(IPF)表示。
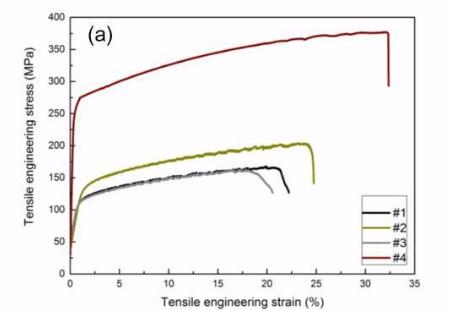

图2:Mg和Si元素对试样断裂行为的影响。(a)不同合金成分(合金1,合金2,合金3,合金4)的拉应力应变曲线。(b-e)合金1(b)、合金2(c)、合金3(d)、合金4(e)的断口SEM图像。
通过对合金成分的进一步微调,研究人员设计了一种新型合金Al-8.0Mg-1.3Si-0.5Mn-0.5Sc-0.3Zr。这种新合金具有明显的细化微观组织,由亚微米胞体和胞体中存在的共晶Al3(Sc,Zr)纳米粒子(2-15nm)和粒间Al-Mg2Si共晶(Mg2Si直径10-100nm)组成。打印试样中形成了高密度的层错和独特的9R相。试样的拉伸强度和延伸率分别达到497MPa和11%。经过时效处理后,试样的拉伸强度达到550MPa,塑性在8%~17%之间。除了固溶强化、晶界强化和纳米颗粒强化外,高密度层错也有助于强化。

图3:不同组分(a1-4)合金#4;(b1-4)合金#5的SLM打印样品的细晶区TEM图像:(a1-2)合金4的胞状结构;(a3-4)合金的柱状结构;(b1-5)合金(b2)的胞状结构是(b1)的暗场图像;(b3-4)合金的柱状组织#5;图(a2),(a4),(b2)和(b4)显示了晶间共晶组织;(b5)是SLM-printed Alloy#5细胞的干HAADF图像和主要元素(Al、Mg、Si、Sc、Mn和Zr)的相应EDX图谱。
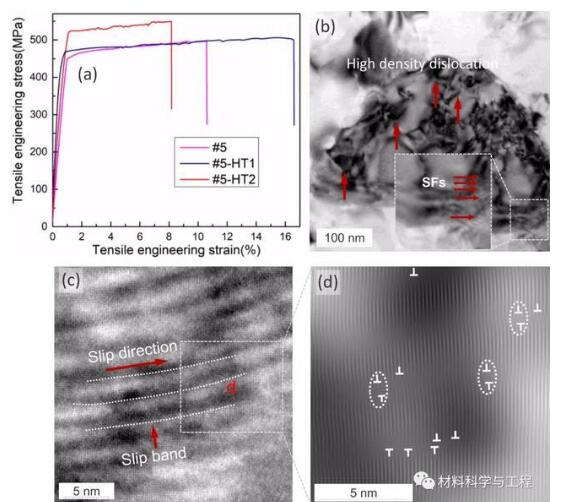
图4:(a)SLM打印合金#5时效前后的拉伸应力应变曲线。曲线“#5”表示打印合金#5;曲线“#5-HT1”表示360℃时效8h的合金#5;曲线“#5-HT2”表示300℃时效8h的合金#5。(b)在合金#5-HT2断裂处拉伸试样的透射电镜显示具有高密度位错和SFs的变形组织。(c)沿[001]方向的变形亚晶中滑移带和滑移方向的HRTEM图像。(d)在(-100)面上用(c)图中标记区域的傅里叶逆变换图像显示出高密度位错。
这项研究成果通过在原有3D打印Al-Mg-Sc-Zr合金中添加Si元素,形成了精细打印微观组织,获得了无裂纹的打印合金成分。随后通过热处理时效工艺引入高密度层错并细化晶粒,开发出了一种具有低热裂敏感性和高强度的新型铝镁合金。这项工作提供了一种解决和消除SLM工艺中的冶金缺陷的铝镁合金成分设计方法和热处理工艺,推动了SLM制造技术的工程应用。
评论区



