

- 企业
- 供应
- 求购
- 资讯
矿热炉整体炉衬砌筑工艺的提出,其目的依然是提高炉衬寿命。因理念不同,形成了两种颇具代表性的工艺模式。其共同点是均采用冷却导热法,配套了炉壳喷淋水冷或封闭强制水冷及强制炉底通风。另外,炉衬砌筑中,炉墙、炉底均变薄,炉墙没有绝缘层、保温层及弹性层。砌筑理念源自UCAR技术。此外,一种砌筑采用多种不同性能的碳素耐火材料通过精细加工粘接而成;另种采用微膨胀冷捣糊整体捣制而成。前者制作工期长,砌筑成本高。两者均可以替代传统砌筑工艺,但后者更有成本优势。
1、12.5MVA冷捣糊整体炉衬砌筑工艺
中钢集团吉林铁合金股份有限公司12.5MVA碳锰矿热炉衬采用冷捣糊95〜100t,可连续使用3〜5年,在碳质炉衬更换时可不破坏炉底砌筑材料而重新使用,降低砌筑成本可达10万元。炉衬剖面见图1。
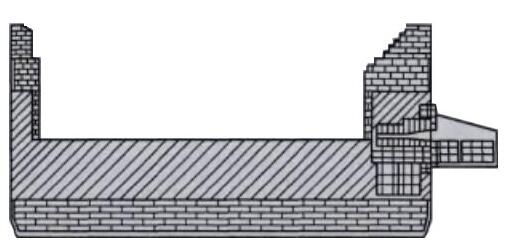
图1 整体炉衬剖面示意图
2、12.5MVA矿热炉新开炉烘炉工艺
2.1炉底铺铁精矿、废钢、硅铁料做死铁层保护用。
2.2柴烘炉4h,焦烘炉44h,电烘炉36h。
2.3炉底电极窝底部测温点温度经过15日后增长趋于稳定,从环境温度20℃达到800℃左右的工作温度。其中A点为东出铁口,C点为备用出铁口。C点经常低于A点50℃左右。
烘炉升温趋势图如图2所示。
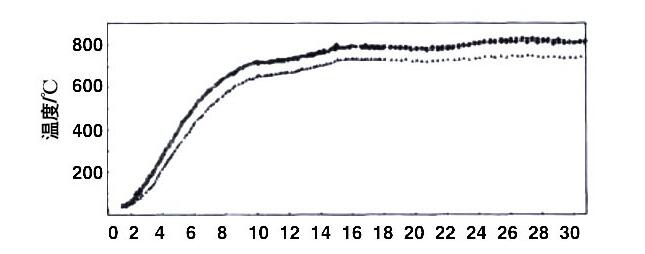
开炉时间/天
图2 新开炉炉底温升趋势
评论区



