

- 企业
- 供应
- 求购
- 资讯
连铸“三大件”虽然功能不同,但生产原料和生产工艺基本相同。三大件是指连铸生产过程中所使用的塞棒、长水口和浸入式水口三种功能性耐火材料。连铸“三大件”中除少量的浸入式水口为熔融石英外,绝大多数为铝碳质材料,所以生产的主要原料可以分为主体原料、石墨原料、添加剂和结合剂。由于原料对产品的性能影响很大,因此生产连铸“三大件”的原料的粒度、纯度及结构都有严格的要求。
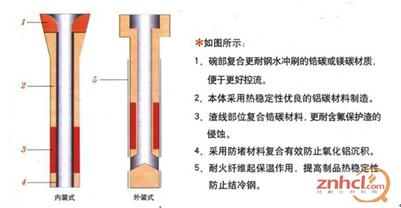
主体原料。主体原料主要有各种刚玉原料、电熔镁砂、尖晶石、电熔氧化锆、熔融石英及电熔莫来石等。主体原料的选择依据产品的不同和部位不同而选择不同的主体原料。通常“三大件”本体使用的原料为刚玉或高铝原料,渣线部位采用部分稳定的电熔氧化锆原料,塞棒棒头、水口的碗部依据连铸的钢种不同可以选用刚玉、电熔氧化镁、尖晶石等材质,石英和莫来石作为改善热震稳定性的原料引入。一般要求骨料的原料粒度在1mm以下。
石墨原料。连铸“三大件”产品中大量使用石墨是为了使得产品具有高的抗热震性和抗侵蚀性,但是使用石墨带来不利的影响是产品易于氧化。因此为了防止石墨的氧化和提高产品的抗侵蚀性,常常使用高纯度的鱗片石墨。
添加剂。为了改善连铸“三大件”产品的使用性能,常常在配料中加入一定量起改性作用的添加剂,如抗氧化剂。常用的抗氧化剂有金属铝粉、硅粉、碳化硅、碳化硼、Al-Si 和Al-Mg合金粉等。添加剂的加入有时是利用在热处理过程中生成非氧化物,如SiC、Si3N4、AlN等增强材料的性能;或者是在使用过程中先于石墨氧化,能将CO还原成C,抑制制品中C的消耗速度;或生成C和氧化物,提高耐火材料的致密度,形成保护层,促进石墨的结晶,提高制品的高温强度。
有机结合剂。连铸“三大件”所使用的结合剂均为树脂,有酚醛树脂也有糠醛酚醛等,都是利用树脂经热处理后会形成碳结合,使得制品具有较高的强度,因此要求树脂应具有较高的残炭、合适的黏度和稳定的性能,树脂的加入量通常在5%~10%。
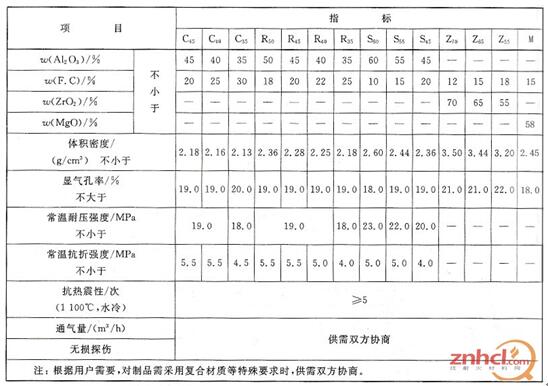
连铸用铝碳质耐火制品理化性能指标(YB/T 007—2003)
C-长水口;R-浸入式水口;S-塞棒;Z-复合部位锆碳质;M-复合部位镁碳质
生产工艺过程为:坯料的制备一等静压成型一干燥、热处理一整形一X-探伤一表面防氧化涂层一包装入库。
(1) 坯料的制备包括配料、混料、造粒和干燥等过程。配料是将原材料按照预定质量百分比进行准确配料;混料、造粒是将配好的物料混合,添加结合剂,并利用造粒机造粒,烘干粒料使之满足成型条件。常用的混料、造粒设备为高速混碾机,加料时先加入骨料、树脂、石墨和预混合粉等,高速混碾机同时还具有造粒的作用。干燥设备可以采用普通的耐火材料常规干燥设备,也可以采用流化床干燥设备,一般要求干燥温度不超过80℃。
(2) 成型:将第一步所得粒料加入中间为钢制模芯的组合橡胶模具中,加料时需要注意从不同部位分别加入,封闭后等静压机压制成型,同时选择合适的压力和升压、保压及泄压曲线。
(3) 干燥、热处理:干燥排除体中的挥发分,然后在隔绝空气的条件下进行焙烧, 使树脂分解炭化,形成碳结合,使得材料具有较高的结合强度。热处理设备多为梭式窑,热处理温度常在1000 ~ 1250℃。
(4) X-探伤:连铸“三大件”在使用时要求产品杜绝任何内部损伤,产品检测需采用无损探伤,所用仪器为X射线探伤仪。
(5) 加工和表面涂层:等静压成型品的外形尺寸,特别是配合尺寸尚达不到要求精度,“三大件”产品局部或全部外形尺寸需进行加工。同时,为防止在现场烘烤和使用时氧化,产品表面要涂以保护涂料。所配制的涂料在较低温度下(600~750℃)能熔化成釉,并能在产品表面良好铺展和能在较宽的温度范围内维持黏度无大的变化,起到保护石墨不氧化的作用。
评论区



