

- 企业
- 供应
- 求购
- 资讯
但凡是高温工业窑炉,都离不开耐火材料,可是你知道你最后拿到手的耐火砖是怎么一步步的生产出来的呢?耐火砖的原料从材质上我们就能知道个大概,铝矾土、镁质砖、莫来石质、碳素制品、氧化锆制品等等,一般从砖的名字上就能看出来所用的主要原料材质。那么这些粉状或者颗粒状的料是怎么变成块状制品的呢?今天我们先来说一说耐火砖的成型过程。
耐火砖的成型方法
耐火砖的成型方法一般有如下几种:
1注浆成型
将泥浆注入石膏模中,石膏模吸收泥浆中的水分,并在石膏模表面集结成水分较少的泥料膜,时间越长,集结的泥料膜就越厚。注浆后石膏模放置的时间,主要根据制品所需要的厚度来确定。当达到坯体所需厚度时,将石膏模内多余的泥浆倒出,并继续放置一定时间,待坯体具有一定强度后脱模、晾干和进行修坯。注浆成型用泥浆的水分含量,一般为35~45%。此法主要用于生产薄壁中空制品,如热电偶套管,高温炉管和坩埚等。
2可塑成型
可塑成型(也称挤压成型),一般指含水量16~25%的呈塑性状态的泥料制坯方法,使可塑性泥料强力通过模孔的成型方法称为挤压成型。通常用连续螺旋式挤泥机或叶片式搅拌机与液压机连用,将泥料混合、挤实和成型。这种成型方法适宜于将可塑泥料加工成断面均称的条形和管形等坯体。
3机压成型
机压成型又称半干法成型,指用含水量在2~7%左右的泥料制备坯体的方法。一般采用各种压砖机、捣固机、振动机械成型。与可塑成型相比,坯体具有密度高、强度大、干燥和烧成收缩小、制品尺寸容易控制等优点,半干成型是常用的成型方法。
4熔铸成型
这是一种将物料经高温熔化后,直接浇铸成制品的方法。目前主要用于生产电熔刚玉、莫来石和锆刚玉等高级耐火材料。
耐火材料的其他成型方法有热压成型和热压注法成型等多种方法。目前耐火材料制品主要采用机压成型。
成型设备
目前,成型耐火材料坯体用的机械设备主要有摩擦压砖机、杠杆压砖机、液压机、回转压砖机、振动成型机等。关于生产中具体选用何种设备,需根据制品的形状、尺寸、性能要求以及生产数量等因素综合考虑而定。
1摩擦压砖机
用摩擦轮通过丝杠带动滑块作上下往复运动的压砖机。该压砖机结构简单,易操作和维修,适应性强,是耐火材料生产中应用较多的成型设备。常用的摩擦压砖机的规格有公称压力为1600kN、3000kN、4000kN,高吨位的有6500kN、10000kN、15000kN等。成型中注管砖或较厚的砖型,采用高冲程摩擦压砖机。摩擦压砖机结构示意图见图3-9。
2液压摩擦压砖机
在压砖过程初期宜施加低压力,可使成型的泥料在砖模中排气。液压摩擦压砖机初压采用液压缸将压块压下加压(其压力仅为最终压力的几十分之一),之后再利用摩擦机构产生的冲击力打击压块,完成压砖。这种采用油压预压和摩擦压力结构相结合的压砖机,使用性能比一般摩擦压砖机优越,但需增加液压系统,所以造价高。
3液压压砖机
该机特点是用液体传递能量产生静压力,工作平稳,双面加压,调节压力方便,容易满足耐火制品成型工艺的要求,压砖质量好。为适应耐火材料各种制品发展的需要,高性能、带有真空脱气的高吨位液压压砖机有了进一步的发展,如12000kN、20000kN、32000kN、50000kN压力的液压压砖机先后开发应用,可以用来成型多种耐火制品,诸如转炉大型衬砖及含碳特殊制品等,都能获得致密和外形尺寸精度高的砖坯。所以液压压砖机,在使用中显示出适应性大,操作自动化程度高和成型精度高等方面的优越性。液压压砖机的设备费用高,维护复杂。其结构示意图见下图。

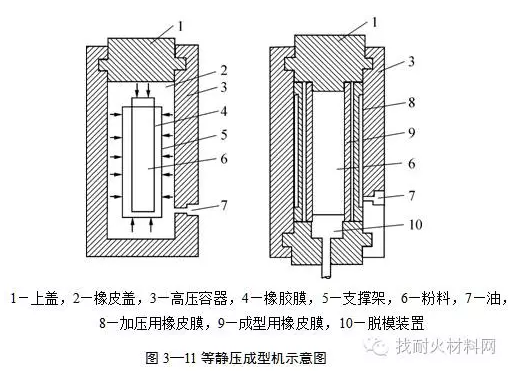
4等静压机
通过液体或气体传递压力使坯体各个方向均匀受压得到致密成型。等静压机分为冷等静压机和热等静压力两种。在耐火材料工业中主要应用冷等静压机,工作介质用油或水。由于等静压机设备费用高,生产效率低,所以只用于其它成型设备满足不了工艺要求的和不能成型的、形状复杂的、大型及细长形的制品,如成型长水口砖、浸入式水口砖及整体塞棒以及特殊制品等。其结构示意图见下图。
5杠杆压砖机
利用机械杠杆结构组成的压砖机,在固定模内进行双面加压,其冲头行程值是恒定的,适用压制尺寸较小的标普型粘土砖,在高压杠杆压砖机上也可压制镁质制品。这种压砖机的加压制度调节困难。
6振动成型机
在加压条件下靠振动力成型的设备,用以成型复杂的异型和巨型砖。振动成型设备类型甚多,按振动器驱动方式,有机械的、电磁的、气动的及液压的;按振动器—加压装置的设置方式,分为下部振动—上部加压、上部振动—上部加压和侧部振动—上部加压等形式。
这仅仅是耐火材料从粉料变成成型的块状的过程,最终到用户手里的耐火砖则还需要烘干、进窑烧制、冷却、包装等流程化的工序。所以别看他是一块砖头,但里面的工序一个也少不了。
评论区



