

- 企业
- 供应
- 求购
- 资讯
高炉渣纤维管道保温材料制备工艺流程如图1所示。
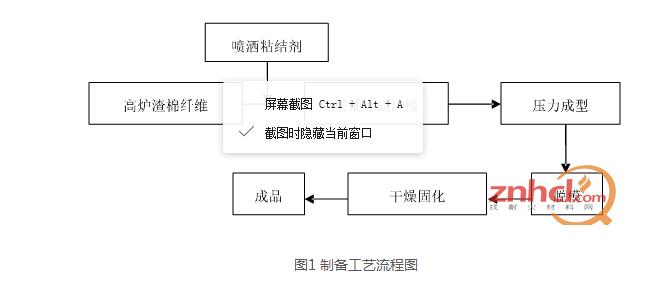
1) 高炉渣棉纤维松棉处理
研究表明:若高炉渣纤维平均纤维直径小于7μm,直径在0.2mm以上的渣球含量不超过10%,密度不超过150kg/m3就可以作为制备管道保温材料的原料。实验所采用的高炉渣棉纤维各项指标基本达到试验所指要求,但是纤维在制备过程中,为了改善车间的工作环境,在喷吹纤维的同时向纤维中喷加了少量的防尘油等保湿树脂,所以实验前需要对高炉渣纤维进行预处理,主要包括:超声清洗、离心甩干、烘干等工序,同时可以进一步减少高炉渣纤维中的渣球含量。
2)粘结剂溶液的配制
(1)磷酸盐溶液
①制备磷酸盐粘结剂
称取一定量的Al(OH)3和适量蒸馏水,在水溶锅中加热并搅拌升温至沸腾(约100℃),将浓度为85%的磷酸溶液加入适量蒸馏水稀释成浓度为75%的溶液(因为磷酸浓度为75%时,与氢氧化铝的反应速度最快)后缓慢加入到Al(OH)3溶液中,搅拌充分反应10分钟左右,直至溶液变澄清则认为二者反应完全生成磷酸铝盐溶液。
②固化剂和改性剂的加入
取适量预先配置好的磷酸盐溶液加入到烧杯中,放入恒温电磁搅拌器的水浴锅中,加热温度设置为95℃,再逐步加入Fe2O3固化剂和含硼、镁离子改性剂,用温控磁力搅拌器搅拌,待其透明后,冷却到85℃以下,加入适量蒸馏水制成均匀无色透明的溶液。
(2)聚乙烯醇溶液的配制
先将一定质量的片状聚乙烯醇加蒸馏水浸泡12h左右,使其充分溶胀、分散。然后放入85~95℃热水水浴中溶胀并逐步提高温度,并用电磁搅拌器不断搅拌,速度为60~100r/min,为了避免搅拌过程中产生剧烈的发泡现象,升温速度不宜过快,一般不应超过150℃/h溶解温度为95~100℃,保温时间2~2.5h。
(3)聚乙烯醇缩丁醛溶液
将一定质量粉末状的聚乙烯醇缩丁醛置于95%乙醇溶液中静置24h以上,待其充分溶胀、溶解后,放入50~60℃热水浴中逐步提高温度,并用恒温电磁搅拌器不断搅拌,直至溶液澄清无悬浮物,冷却至室温待用。
3)注模
实验采用半干法方式制备高炉渣纤维管道保温材料,即将经过超声清洗机洗过的洁棉烘干后以层铺喷施粘结剂的方式注入模具(100mm×100mm×50mm)中,每层的高炉渣纤维越薄越好,每层尽量喷加等量的粘结剂。
4)压力成型
为了保证所制备的保温材料具有较好的外观,在制备过程中需要对其施加一定的压力。由于在压制过程中部分粘结剂可能会被挤出,并且高炉渣纤维本身质脆,若压力过大则会导致纤维折断、粘结剂流失,所以压力不宜过大。实验中采用的成型压力为4500N。
5)脱模及烘干处理
在制备过程中,由于粘结剂的粘度较大,导致部分带有粘结剂的纤维附着在模具的内表面,若脱模处理不当,将会影响高炉渣纤维保温材料制品的外观,故实验中采用先脱模后干燥的顺序:即将脱模后含水的保温材料湿坯竖立放置于铺有纸板的托板上,以免干燥后的保温材料与托板粘在一起。将湿坯和托板一同放入预热温度的电热鼓风干燥箱内,烘干时间为6小时。
6)成品
将干燥后的高炉渣纤维保温材料取出,即得高炉渣纤维保温制品。
评论区



